


现在的位置:主页 > 综合新闻 >
定向能沉积(DED)增材制造:物理特性、缺陷、挑战(4)
【作者】网站采编
【关键词】
【摘要】? 上述高速成像等可视化技术仍在不断改进,并提供了关键的新功能,有助于深入理解与激光材料相互作用和DED材料加工过程中微观结构演变相关的一些基
?
上述高速成像等可视化技术仍在不断改进,并提供了关键的新功能,有助于深入理解与激光材料相互作用和DED材料加工过程中微观结构演变相关的一些基本科学问题。例如,控制孔隙形成和残余应力演化的机制是什么?我们预计,在制造日益复杂的DED组件的需求推动下,新的和更复杂的可视化技术将继续发展和成熟。功能梯度复合材料、定向凝固部件和非平衡微观结构的最新研究提供了此类复杂性的最新实例,这些通常需要工艺参数的不寻常组合。
?
DED中的主要处理变量
?
用DED技术制造高质量的零件并不是一项简单的任务。熔敷过程与许多工艺变量有关,这些变量控制着沉积体的热历史和凝固,并显著影响着沉积体材料的组织、物理和机械性能。在本节中,主要的工艺参数决定了DED过程及其对沉积材料的显微组织和行为的影响。此外,还讨论了当前和潜在的工艺优化技术。
?
DED过程使用激光、电子束或等离子体/电弧形式的聚焦热源。因此,用DED工艺制备的样品经历了重复的热循环和非常高的熔池冷却速度(激光熔化103-105 K/s),在凝固时,会产生细小的、不平衡的显微组织和高残余应力,在某些情况下还会出现开裂。对于吹粉DED过程,影响沉积材料的过程参数分为三个主要分支:(1)系统(规格)相关,(2)原料(在这个例子中是粉末)相关,(3)过程(沉积)变量相关。这些如图7所示。图7中所列的复杂的热历史和大量的工艺参数使得很难完全表征和研究每个参数对沉积材料的影响(以及它们的交联作用)。
?
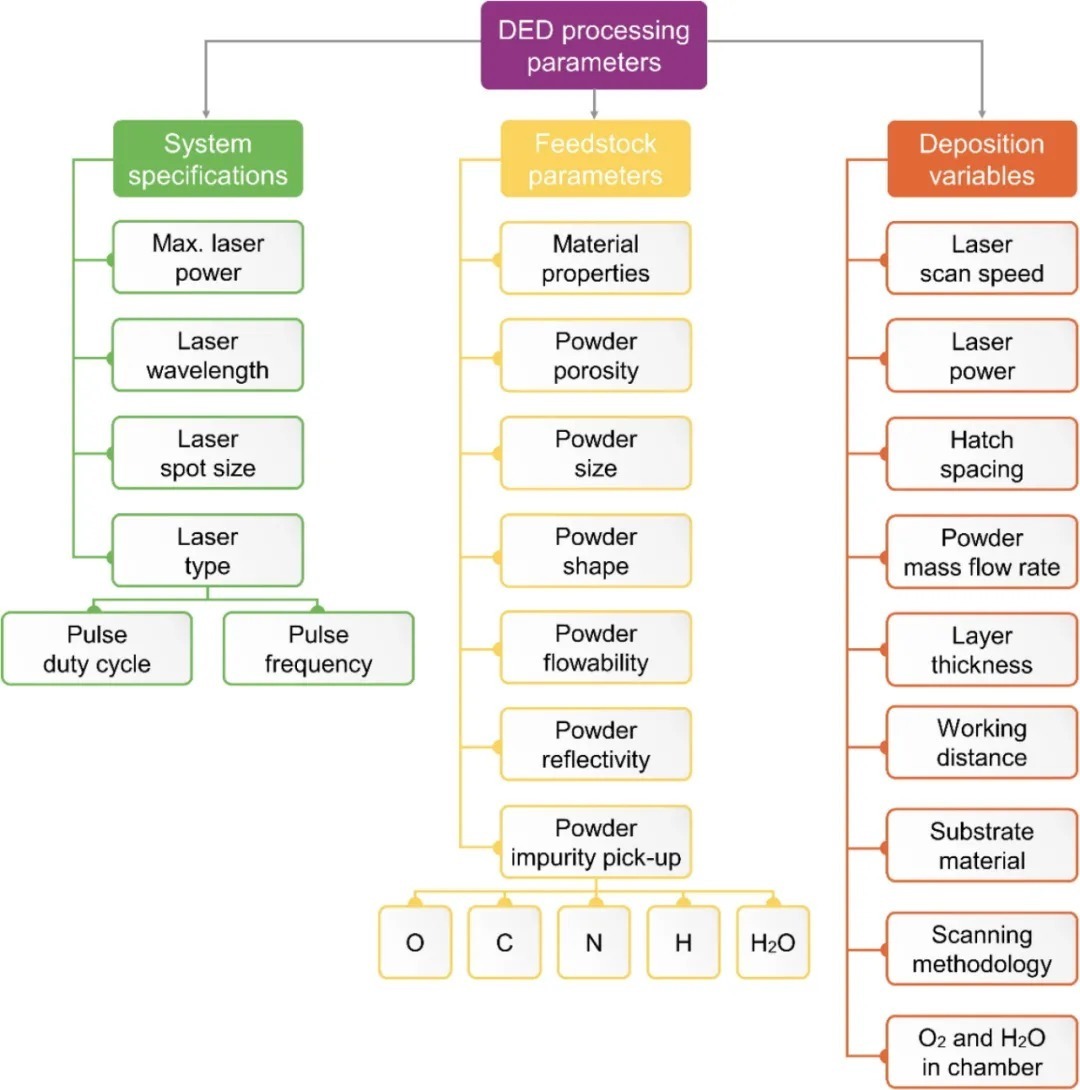
图7 DED工艺参数图。
?
值得注意的是,与焊接工艺相似,DED工艺高度依赖于粉末原料材料的不同性质,包括化学成分、熔化温度、导热系数、反射率、比热容、熔体粘度、熔体表面张力、光谱发射率等。材料性能对沉积过程的高度依赖导致需要对特定材料的工艺进行优化。近年来,各种数值模拟和现场监测技术伴随着闭环自适应控制被提出来解决这一挑战,预测、关联和控制给定材料的最佳工艺参数。图8所示为组合梯度火箭喷管加工的原理图工作流仿真示例。这种模型可以通过模拟热、凝固、显微组织和性能数值模拟来模拟沉积过程,从而基于预先定义的几何形状和材料属性来确定最佳工艺参数。基于模拟的最优工艺参数,结合现场监测技术和闭环反馈控制,按照预先设定的刀具路径执行沉积过程。
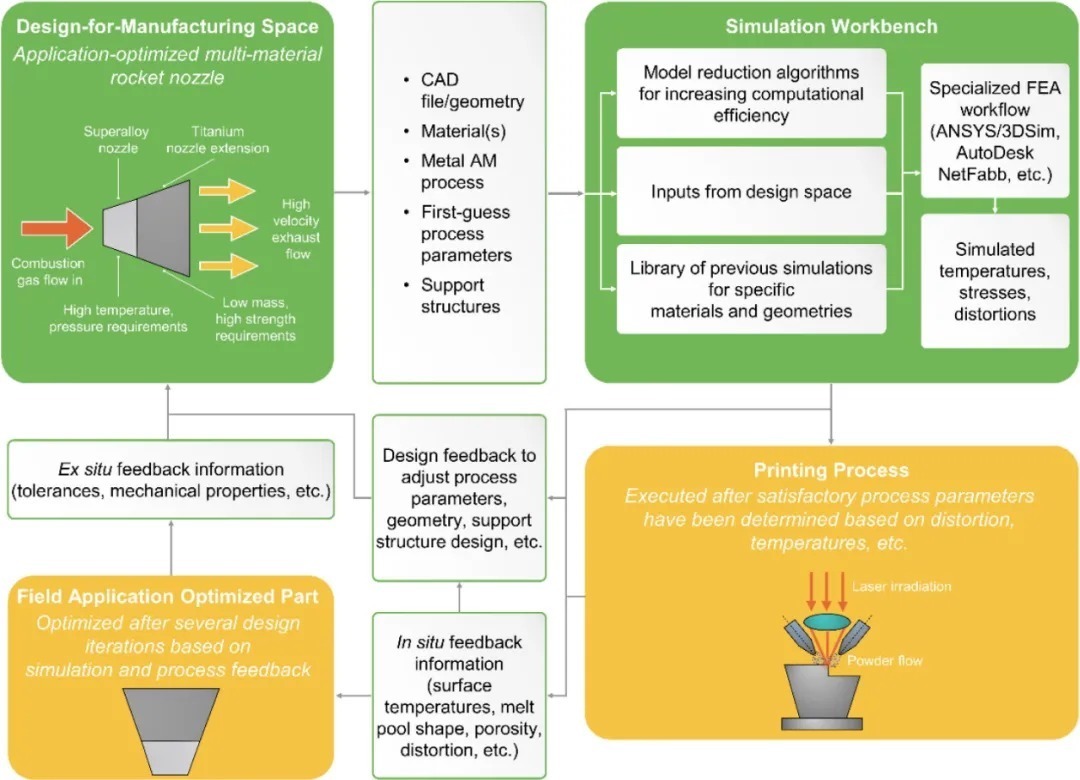
图8 结合有限元模拟、现场监测和反馈控制优化工艺变量的关键部件DED AM流程图。
?
迄今为止,这种先进而复杂的现场模拟-监测-控制方法仍被认为是一个巨大的挑战。其中,对零件加工过程中形成的缺陷(如气孔、LoF缺陷、变形、夹杂物等)和其他工艺特征(如熔体池几何形状和温度、粉流分布、沉积高度等)进行在线检测和原位修复,并有足够的响应时间是限制因素。然而,先进的自适应控制和基于机器学习算法的现场监测技术的引入,在优化众多工艺参数、执行在线过程监测和控制沉积过程过程中显示了非常有前途的能力。
?
基于实验的过程优化工具,如实验设计(DOE)方法,被认为是标准实践。DED工艺参数及其交联协同和拮抗作用直接影响沉积材料的显微组织、机械和物理性能。虽然已有许多报道研究了DED过程相关参数对沉积态材料性能的影响,但交联作用之间的相关性尚未深入研究。
?
两相流体的质量流量最好直接测量,首先分离两相,然后用文丘里流量计或校准孔板分别测量液体和蒸汽的流量。上图为文丘里流量计图。
?
激光功率、激光扫描速度(也称为横向速度)和粉末质量流量(PMFR)被认为是实际中三个主要的DED处理变量。另一方面,基于初步的材料特异性实验数据,通常将舱口间距、能量源直径、z阶跃、工作距离等参数在整个优化过程中定义为常数。这通常是通过沉积和分析单/双轨与各种加工参数集。
?
有效能量密度E (J/mm2)和粉末密度F (g/mm2)这两个参数通常被用作表示与连续沉积和沉积长径比相关的主导工艺参数组合的因子:

?其中,P为激光功率(J/s), ν为激光扫描速度(mm/s), d为激光束直径(mm),
?

文章来源:《红外与激光工程》 网址: http://www.hwyjggczzs.cn/zonghexinwen/2022/0121/841.html
红外与激光工程投稿 | 红外与激光工程编辑部| 红外与激光工程版面费 | 红外与激光工程论文发表 | 红外与激光工程最新目录
Copyright © 2021 《红外与激光工程》杂志社 版权所有 Power by DedeCms
投稿电话: 投稿邮箱: